以下是【西双版纳】(本地)桥梁护栏,【不锈钢复合管】实拍展现的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
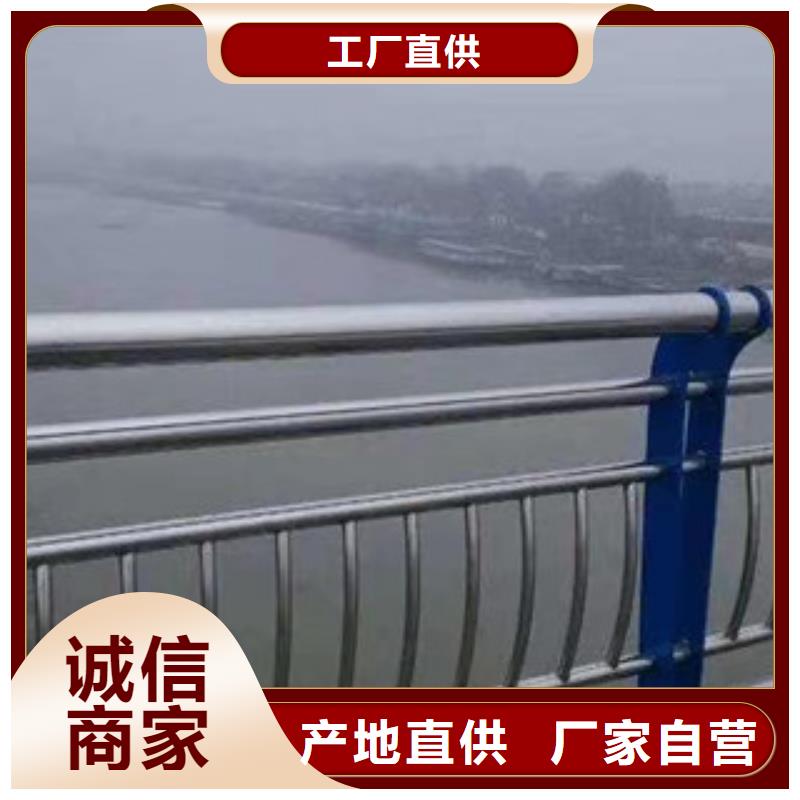
以下是:【西双版纳】(本地)桥梁护栏,【不锈钢复合管】实拍展现的图文介绍
桥梁护栏,【不锈钢复合管】实拍展现")
桥梁护栏制造厂把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 西双版纳镀锌喷塑防撞栏、原料开始,实行层层把关制, 西双版纳镀锌喷塑防撞栏、产品质量多年稳定提高,不断改进。桥梁护栏制造厂以满足贵公司的需求为宗旨,不仅为您提供高品质的 西双版纳镀锌喷塑防撞栏、产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。
桥梁护栏,【不锈钢复合管】实拍展现")
桥梁护栏,【不锈钢复合管】实拍展现")
桥梁护栏的使用寿命一直试客户比较关心的问题,如何延长桥梁护栏的使用寿命呢?下面就由桥梁护栏生产厂家来为大家介绍一下如何延长桥梁护栏的时候用寿命。
??浸塑是在桥梁护栏加工完成后对其进行的一项表面处理技术。浸塑便是把烧红的桥梁护栏浸入塑粉中,让其颗粒附着在其上,高温使塑粉融化流平的一个进程。塑粉是一种聚乙烯化合物,参与稳定剂和氯元素外会变得不易老化和增加抗腐蚀效果。
??影响桥梁护栏使用寿命的因素都有哪些?
桥梁护栏浸塑的目的有两个:表面包装,增加美感;防腐蚀,抗氧化。在这儿,我们主要讲桥梁护栏浸塑的防腐蚀、抗氧化效果。它的这一效果是抉择着桥梁护栏运用寿命的长短。
??桥梁护栏浸塑质量的好坏可以分为两个方面:塑粉的质量和浸塑工艺本身。塑粉运用好的当然效果就要显着,这个很好了解。其他便是浸塑工艺,好的浸塑表面光滑细腻,色彩艳丽,没有瘤疤,不漏铁。这些用肉眼完全可以判别,所以在购买桥梁护栏的时候只需精心查询是很容易发现的。好的浸塑处理暴露在阳光下可以运用20年之久,即便在水中也可以完全不受影响。
桥梁护栏,【不锈钢复合管】实拍展现")
桥梁护栏,【不锈钢复合管】实拍展现")
桥梁护栏,【不锈钢复合管】实拍展现")
防撞护栏 动态变形量。刚性护栏 动态变形量小于或等于10CM ; 无论是哪一种形式的护栏,如果用于桥梁护栏,其护栏 动态变形量应小于或等于50CM; 半刚性三波梁护栏 动态变形量小于或等于75CM; 半刚性双波梁护栏 动态变形量小于或等于100CM ; 柔性护栏可根据其安装位置参照半刚性护栏 动态变形量的指标。
车辆与护栏发生碰撞时应能保证车内乘员的生命安全,不受到严重伤害。
防撞护栏应能够有效地阻挡车辆并对车辆进行导向,禁止车辆任何形式的穿越、翻越、骑跨、下穿护栏。
防撞 护栏应有良好的导向性能,车辆碰撞后的驶出角度应小于碰撞角度的60%.
以上评价要素的每一条款应满足标准要求,其中任何一条不符合本标准的规定,均应视为该种护栏不符合要求,不宜在需要设置该等级护栏的路段上使用。
桥梁护栏,【不锈钢复合管】实拍展现")
桥梁护栏,【不锈钢复合管】实拍展现")
风和通风。在有风的区域,应采取预防措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。
桥梁护栏,【不锈钢复合管】实拍展现")




 扫一扫
扫一扫